
De nombreuses applications industrielles de soudage au laser nécessitent une surveillance en ligne du résultat obtenu pour empêcher les pièces défectueuses.
Par exemple, dans le domaine des batteries, lorsque des cellules sont assemblées dans un module complet, chaque soudure doit posséder une connexion parfaite afin de garantir une performance électrique optimale.
Il existe actuellement de nombreux capteurs disponibles tels que ceux à plasma (fonctionnement avec analyse de rayonnement) mais ils ne peuvent fournir que des données indirectes et évaluer la qualité de soudage en comparant le signal à une valeur de référence.
Trumpf propose désormais la technologie OCT pour ces têtes scanner PFO (OCT signifie Optical Coherence Tomography) pouvant être utilisée pour mesurer et évaluer des valeurs réelles.
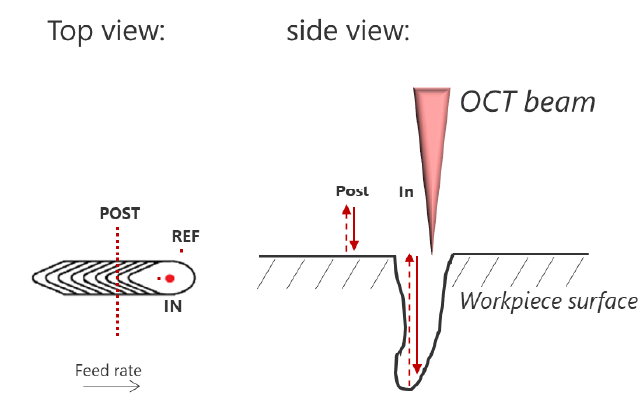
La technologie OCT utilise le principe d’interférométrie. Un faisceau additionnel est couplé coaxialement au laser de soudage et réalise une topologie de la surface (voir figure 1). La fréquence de mesure est de 250 kHz apportant une très bonne résolution.
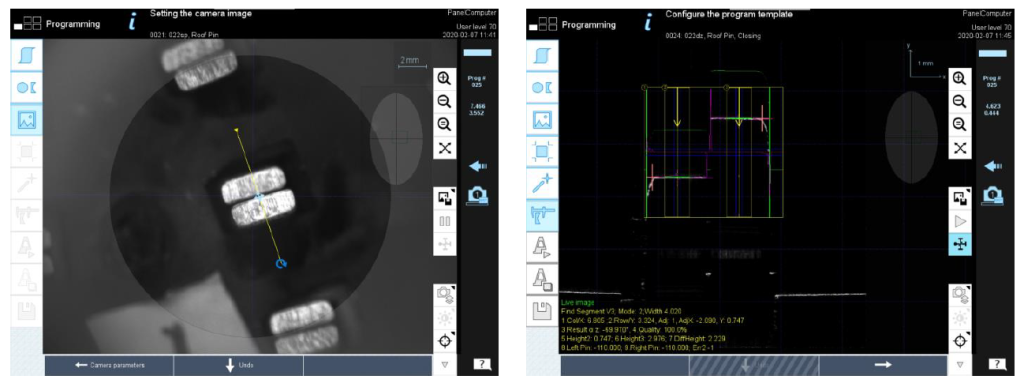
La nouvelle solution VisionLine OCT Check de Trumpf (pour le contrôle) peut maintenant être ajouté à VisionLine OCT Detect, utilisé préalablement pour le repositionnement automatique du faisceau laser sur le plan de joint (par analyse 3D) avant le soudage laser (voir figure 2).
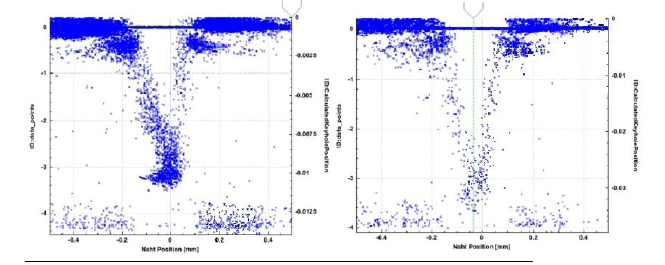
VisionLine OCT Check permet la surveillance en temps réel de la profondeur de soudage (Figure 3).
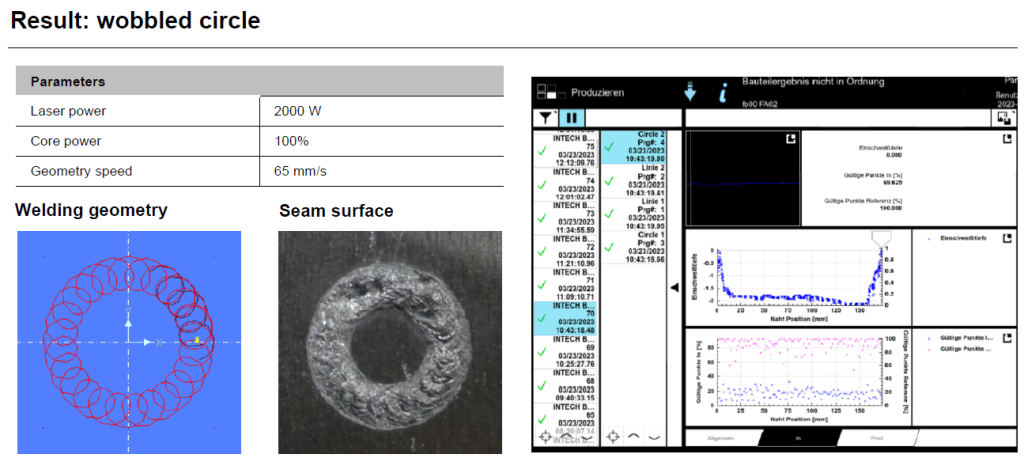
Par exemple, pour le soudage de busbars, la faisabilité des mesures de profondeur de pénétration peut être démontrée pour trois stratégies de processes différentes: soudage standard à haute vitesse, soudage avec formage de faisceau (partage en cœur et anneau dans une fibre 2 en 1, technologie brevetée Brightline Weld chez Trumpf) et soudage avec wobbulation (oscillations géométriques dynamiques).
Pendant le soudage, la position du keyhole (position basse du joint en fusion) est alors connu et la pénétration de soudage peut être mesurée instantanément et représentée sous forme graphique (Figure 3 – graphique bleu)
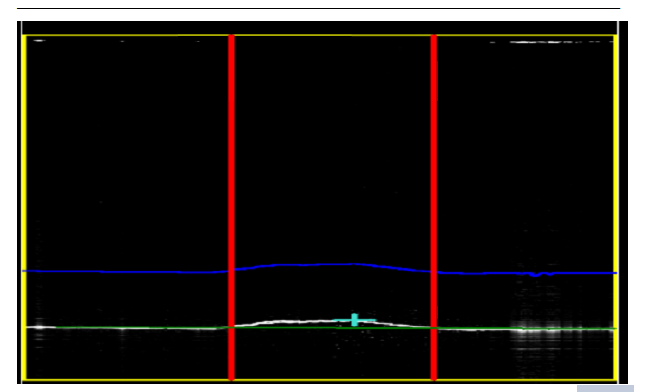
Il est également possible de mesurer la surface solidifiée (figure 4) grâce à ligne perpendiculaire du scan OCT permettant de visualiser la forme du cordon et de repérer d’éventuels défauts (éjections, entailles, pics…)
En outre, Trumpf a caractérisé de nombreux matériaux tel que l’acier (Cf. figure 5)
En conclusion, la technologie OCT est une solution innovante à forte valeur ajoutée car elle apporte des informations précises durant toutes les différentes étapes du procédé de soudage. Cette technologie n’est pas adaptée au soudage par conduction thermique à cause de l’absence de keyhole (géométrie du bain de fusion). La qualité de la mesure est influencée par le type de matière et la stabilité du keyhole. Enfin, l’échelle de mesure se situe entre 0,7 mm et 4 mm.



{kind=link}