
Dossier réalisé avec le soutien de :
Utilisé depuis des décennies, notamment, dans l’industrie automobile, le soudage laser possède tous les atouts (vitesse, précision, qualité de joints de soudure, quasi-absence de parachèvements…) pour répondre aux besoins de bien d’autres industries. Les industriels peuvent compter sur l’amélioration des sources laser, des têtes optiques, de l’automatisation des machines, etc. menée par les fabricants et intégrateurs pour étendre l’offre disponible sur le marché et réduire les coûts, par exemple.
La technologie d’amplification de la lumière par émission stimulée de radiation, plus connue sous l’acronyme « laser » (Light Amplification by Stimulated Emission of Radiation), est aujourd’hui utilisée dans une multitude d’applications, aussi bien grand public (pointeurs, imprimantes…) que professionnelles (traitements médicaux, projection d’images…). « La lumière laser, monochromatique, cohérente et unidirectionnelle, est utilisée sous toutes ses formes dans le monde industriel, depuis la lecture de code-barres jusqu’à la communication avec des satellites dans l’espace [en passant par la spectroscopie, les procédés de découpe, la fabrication additive,etc., NDR] », indique Maxime El Kandaoui, ingénieur de recherche et spécialiste procédé laser d’Institut de Soudure.

La technologie laser a également investi le monde du soudage, et ce depuis plusieurs décennies déjà. « Le procédé laser étant un procédé complètement automatique – on ne parle alors pas de soudeurs, mais plutôt d’opérateurs – , il s’est développé en parallèle des autres techniques de soudage. On observe, maintenant, le début d’une convergence, c’est-à-dire que les soudeurs commencent à savoir ce qu’est le procédé laser, comment ils peuvent l’utiliser, etc. », rappelle Frédérique Machi, experte soudage au sein de l’Irepa Laser.
Un nombre de plus en plus important d’entreprises, au-delà des industriels historiques de l’aérospatiale et de l’automobile, principalement, s’intéressent en effet à ce procédé de soudage et à ses avantages (et quelques limitations). Du côté des fabricants, les annonces se multiplient ces dernières années avec, par exemple, le système robotique compact AL-Mini, pour intervenir directement dans les éoliennes, des turbines, etc., et la cellule de soudage laser AL-Q, pour la production en série de composants médicaux, de capteurs, de pièces de mécanique de précision, d’Alpha Laser, ainsi que le robot collaboratif (cobot) de soudage et de nettoyage laser LightWeld d’IPG Photonics, les cellules robotisées standard adaptées au soudage laser Motoman Arcworld Laser de Yaskawa en collaboration avec Chpolansky.
Utiliser l’énergie photonique pour la fusion
Avant d’aller plus loin, il est intéressant de rappeler le principe de fonctionnement du soudage laser. « Au lieu d’utiliser une source d’énergie électrique comme avec les procédés de soudage à l’arc, on se sert de l’énergie photonique d’un faisceau laser pour réaliser la fusion du matériau. La concentration du faisceau est telle que la densité d’énergie va permettre de chauffer, fondre et vaporiser le matériau. Le transfert thermique entre le procédé et le matériau se fait uniquement par la surface », explique Frédérique Machi.
« Le spot d’un faisceau focalisé mesure généralement moins de 1 mm de diamètre, voire moins de 100 µm en micro-soudage, ce qui détermine la finesse de cordons et l’impact thermique très limité sur la pièce. Le faisceau est dirigé vers la pièce à souder via un système optique (lentilles, miroirs ou fibre optique) et focalisé sur le plan du joint, créant ainsi une grande densité d’énergie à la surface des matériaux », précise Dr Iryna Tomashchuk, maître de conférences HDR au Laboratoire interdisciplinaire Carnot de Bourgogne (UMR CNRS 6303) de l’Université Bourgogne Europe, ainsi que membre du Club Laser et procédés (CLP).
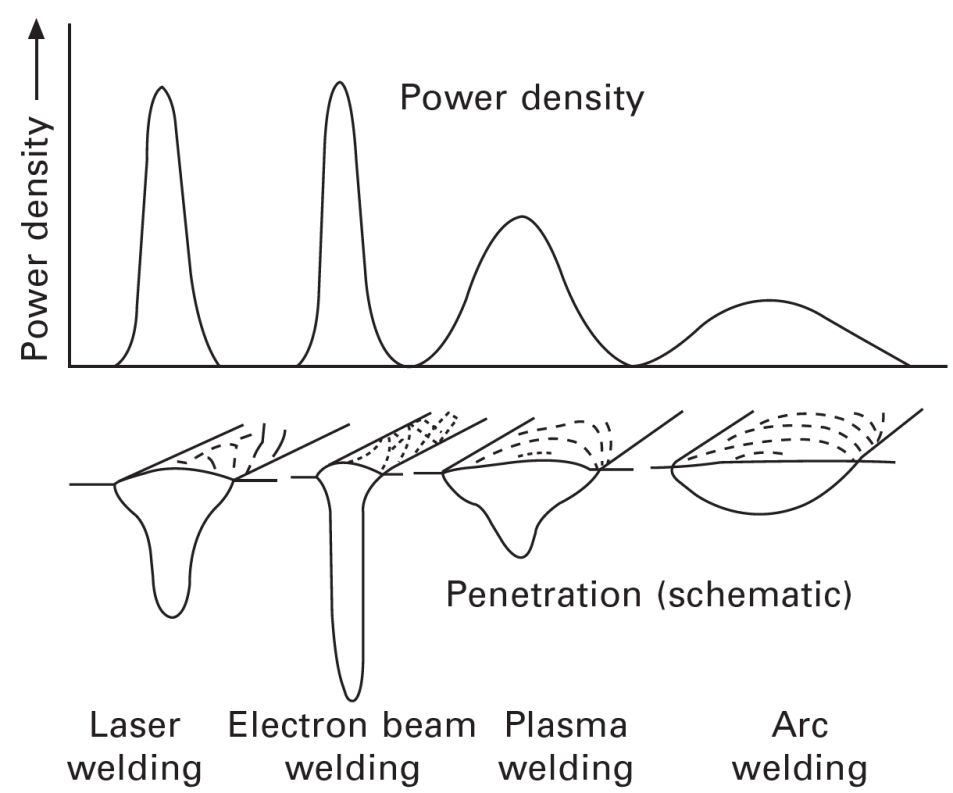
La concentration d’énergie permet une élévation rapide de la température de la zone ciblée, souvent jusqu’à plusieurs milliers de degrés Celsius, créant localement une zone fondue sur les pièces à souder. « Les profils représentatifs de densité de puissance et les géométries des cordons de soudure qui en découlent sont différents entre les procédés laser, plasma, par faisceau d’électrons et à arc électrique [voir figure ci-dessous] », indique Maxime El Kandaoui (Institut de Soudure).
En soudage laser, on distingue deux modes de soudage habituellement définis selon l’application : le mode de conduction thermique et le mode de capillaire (keyhole ou clé de serrure, en français). En mode de conduction, l’intensité absorbée est inférieure à un seuil donné, qui dépend du matériau et de la vitesse de soudage, où l’évaporation à l’intérieur du point focal n’est pas suffisamment intense pour générer un capillaire de vapeur. La taille du bain de fusion correspondant est, alors, principalement contrôlée par la conduction thermique à partir du point focal et la vitesse de soudage.
« En transférant l’énergie thermique sur le périmètre et la profondeur du trou formé, on peut obtenir des zones fondues aux morphologies complètement différentes et, donc, des cordons de soudure plus ou moins profonds et/ou larges. Le mode de conduction, où l’on travaille avec une zone liquide peu profonde, peut être intéressant pour des pièces de faibles épaisseurs et de dimensions très petites comme on peut en rencontrer dans le médical, l’horlogerie et la joaillerie », ajoute Frédérique Machi (Irepa Laser).
Mode keyhole ou soudage en pénétration profonde
Le mode de capillaire se produit lorsque l’intensité du laser à l’intérieur du point focal est suffisamment élevée pour générer un taux d’évaporation important en surface du bain de fusion et, ainsi, permettre au faisceau laser de pénétrer en profondeur à l’intérieur du matériau. « À la différence des procédés conventionnel, la densité de puissance du faisceau laser est suffisante pour créer le keyhole qui est une cavité à fort rapport d’aspect (profondeur sur diamètre) propagé dans le matériau soudé. La génération du capillaire est donc le mécanisme de base de ce mode de soudage, caractérisé par une combinaison de mécanismes physiques complexes », poursuit Maxime El Kandaoui (Institut de Soudure).
Le choix entre le régime de conduction et de capillaire se fait en fonction de la densité de puissance et de l’énergie linéique du soudage. Dans le cas du régime keyhole, la surpression produite par le métal vaporisé, associée à la réflexion multiple de photons piégés à l’intérieur du capillaire, permet d’atteindre une pénétration sur plusieurs millimètres. La pression des vapeurs métalliques éjectées équilibre la tension superficielle du métal liquide qui forme les parois du capillaire, le maintenant ouvert lors de soudage.
La forme du capillaire dépend de la puissance du laser, de la vitesse de soudage et des propriétés du matériau. En soudage laser continu, le capillaire est maintenu et se déplace selon la trajectoire programmée, alors que la matière fondue le contournant se solidifie en arrière en formant le cordon. Dans ce régime, le faisceau est obtenu par pompage continu du milieu amplificateur de la source laser, générant une émission en continu et, donc, une puissance constante.
Dossier réalisé avec le soutien de :
« En soudage laser pulsé, le capillaire est produit à nouveau lors de chaque nouvelle impulsion et s’effondre à la fin de celle-ci, alors que la continuité du cordon est assurée par le recouvrement suffisant entre les zones fondues ponctuelles. La stabilité du capillaire est cruciale pour éviter des défauts tels que les porosités ou les éclaboussures », explique Dr Iryna Tomashchuk. En régime pulsé, la source émet la lumière en impulsions courtes, mais intenses, qui peuvent varier de quelques millisecondes à quelques femtosecondes (10-15 s). En étant capable de concentrer une grande quantité d’énergie en un temps très court, un faisceau laser pulsé est particulièrement efficace pour le soudage des fines épaisseurs et les micro-applications.
De nombreux avantages en faveur du laser
S’il y a bien un point sur lequel toutes les personnes interrogées s’accordent, c’est celui concernant les nombreux avantages du soudage laser. « À commencer par le fait que le soudage peut être réalisé à distance, sans contact direct entre la source d’énergie et les pièces à assembler », indique David Lawton, European Market Development Manager de Kentek, distribué en France par Laser Components. Un autre avantage est la vitesse d’exécution. « En termes de temps de cycle, il n’est pas improbable de passer de 30 min (15 min de soudage TIG et 15 min de meulage) à seulement 3 min de soudage laser sans aucune finition. En plus d’augmenter la productivité, cela réduit évidemment le coût par pièce », souligne Robin Stuhler, Project Manager & Technical Sales pour le soudage dans la production de tôles chez Trumpf.
Pour Stéphanie Roux, responsable communication chez ES Laser, « la vitesse de soudage élevée, les très bonnes répétabilité et précision – le faisceau laser permet des soudures extrêmement fines et précises, adaptées aux pièces petites et/ou complexes – fait du procédé laser une solution parfaite pour des séries automatisées ». Ce que confirme Yoann Ginet, ingénieur chargé de développement Soudage chez Technax : « Le soudage laser est donc très bien adapté à la production de pièces en grande série. Il faut toutefois veiller à ce que le positionnement et le bridage des pièces doivent être rigoureux et répétables ».

« Comme le temps d’interaction entre le laser et la matière est très faible, la zone affectée thermiquement (ZAT) est aussi beaucoup plus réduite et la chaleur n’aura pas le temps de diffuser aux alentours. Cela est très intéressant dans le cas de boîtiers finis contenant des composants électroniques, dont la température ne doit pas dépasser +80 °C, ou alors de matériaux sensibles à la corrosion. Il est possible d’“alléger” la protection des zones de soudure, qui est toujours assurée avec du gaz », explique Emric Verwaerde, directeur général de Laser Cheval.
Avec une très petite ZAT, les soudeurs peuvent bénéficier d’autres avantages intéressants. « Le niveau de contrôle de l’énergie appliquée au matériau est exceptionnel par rapport au soudage à l’arc. Le procédé laser permet ainsi de créer des géométries de soudage complexes et tridimensionnelles », indique Audrey Bourriez, Market Development Manager – Industrial laser sources for France, Belgium, South East Europe, Turkey and Middle East chez Coherent.
Réduction significative des parachèvements
« Le très faible impact thermique lors de la soudure engendre également beaucoup moins de déformations de la pièce ou la quasi-absence de parachèvements », enchaîne Gérard Boudesocque, chef produits au sein de la division presse plieuse, cisaille, soudure – service marketing d’Amada France. La qualité des soudures obtenues avec le procédé laser est une autre différence importante avec les autres techniques. « Comme la pièce est très peu chauffée, il n’y a aucune projection. On a donc une finition parfaite, c’est-à-dire qu’une fois la pièce soudée, on n’a pas besoin de la nettoyer, de la meuler, etc. », précise Cyril Bartolo, directeur commercial d’EasyWeld.
Pour Christian Merry, directeur général de Laser Components, « le procédé laser peut alors être mis en œuvre pour le soudage d’épaisseurs fines et moyennes, telles que l’aluminium fin, dont le soudage a toujours été un défi à relever ». À cela s’ajoutent encore d’autres atouts : « Le soudage au laser minimise les modifications des propriétés des matériaux en préservant l’intégrité des matériaux de base et leur microstructure. Par conséquent, les joints soudés au laser présentent souvent des propriétés mécaniques supérieures et une meilleure résistance à la fatigue », affirme Audrey Bourriez (Coherent).

La liste des avantages ne s’arrête pas à ces différents atouts. Le soudage laser se caractérise encore par sa flexibilité, la possibilité de travailler sans matériau d’apport, donc le risque d’une pollution externe, la facilité d’intégration dans des systèmes robotisé, etc. La flexibilité se traduit de plusieurs manières : « Le soudage laser convient à divers matériaux, y compris ceux difficilement soudables par des méthodes traditionnelles (matériaux dissemblables comme l’acier-inox, l’aluminium-cuivre) », précise Stéphanie Roux (ES Laser). Il est même possible de travailler des plastiques. « La technologie permet également d’accéder à des zones difficiles d’accès en défocalisant le faisceau laser, ce qui permet de réaliser tous types de soudures (en coin, bout-à-bout, par transparence…) », ajoute Lucas Depatin, ingénieur d’applications chez Amada France.
Le coût et la sécurité, les deux principales limites
Comme toutes technologies industrielles, le soudage laser présente quand même quelques limites, et, principalement, le coût d’investissement et les contraintes en termes de sécurité. « L’une des raisons d’une pénétration sur le marché en-deçà de celle imaginée par les acteurs au tout début réside dans le fait que le coût d’exploitation au mètre soudé en laser reste bien plus élevé que celui avec les techniques traditionnelles », constate Olivier Matile, chef de marchés liés à la transition énergétique France, Italie, Portugal et Espagne chez Air Liquide.

Ce que confirme Audrey Bourriez (Coherent) en précisant toutefois que « le coût d’investissement initial d’un équipement de soudage au laser plus élevé que celui de soudage à l’arc peut constituer un obstacle pour certaines applications, et il faut encore ajouter le coût d’optimisation des paramètres et d’opérateurs familiarisés et qualifiés. Toutefois, ces coûts sont souvent compensés par une augmentation de la productivité, une réduction du posttraitement et une amélioration de la qualité des pièces dans les scénarios de production en grande série ». Et les coûts ont déjà baissé ces dernières années et continueront à baisser à l’avenir.
En ce qui concerne la sécurité, il ne faut surtout pas oublier que les lasers utilisés pour les applications de soudage sont de classe 4, à savoir la catégorie des lasers les plus dangereux. « Le laser peut faire peur, bien souvent par méconnaissance : le faisceau est invisible et un accident peut vite arriver (brûlures, risque de perte de la vue). Il existe des protections pour les opérateurs utilisant un poste de soudage laser manuel, telles qu’un système de sécurité – si le pistolet ne touche pas la pièce, on ne peut pas tirer – , des lunettes et des cagoules dotées de verres spéciaux. Nous préconisons aussi d’investir dans une cabine spéciale ou d’utiliser un lieu dédié complètement fermé », rassure Cyril Bartolo (EasyWeld). Pour les machines semi-automatiques et automatiques, les fabricants doivent respecter des règles de sécurité différentes de celles des installations basées sur des soudages traditionnels, afin d’éviter la propagation des faisceaux laser dans l’atelier.
Si l’absence de matériau d’apport pour le soudage laser est un avantage, comme évoqué précédemment, elle peut aussi représenter une limite. « Les soudeurs doivent oublier leurs habitudes comme remplir un chanfrein ou un trou avec le métal d’apport », rappelle Emric Verwaerde (Laser Cheval). Robin Stuhler (Trumpf) va même plus loin : « Bien que le soudage au laser soit très précis en termes de positionnement et de quantité d’énergie, il manque de tolérance. Par conséquent, la conception des pièces doit être spécifique et appropriée, et les procédés précédents doivent être suffisamment précis et reproductibles. Dans la plupart des cas, il est nécessaire de réviser les conceptions existantes faites pour le soudage à l’arc (changement des chevauchements de deux feuilles ou des préparations des bords, grugeages de pliage plus petits) ».
Pour Emric Verwaerde (Laser Cheval), « c’est là où le bât blesse. Le soudage laser est encore peu connu dans les bureaux d’études. On va alors souvent étudier cette technologie par défaut, lorsque les autres techniques de soudage n’ont pas donné satisfaction pour des raisons d’accessibilité, de température élevée, etc. Les industriels attendent du soudage laser qu’elle va résoudre tous les problèmes, alors que la situation aurait été bien plus confortable si la conception des pièces avait été pensée pour le soudage laser ».
Des sources laser en constante évolution
Une machine de soudage laser s’articule autour de deux composants essentiels, à savoir une source laser et une tête optique, avec un système optique amenant le faisceau jusqu’à la tête – cet aiguilleur de faisceaux (beam switch) permet d’envoyer le laser dans l’un ou l’autre fibre optique, en temps partagé ou en énergie partagée, mais il a tendance à disparaître aujourd’hui. À ces deux composants peuvent s’ajouter un système pour le déplacement du faisceau (scanner), un système de vision et de suivi, une protection gazeuse, des logiciels de programmation de trajectoires et de simulation robotique, ainsi que des équipement de sécurité et d’autres éléments associés (source d’alimentation électrique haute précision, système de refroidissement, intégration à une ligne de production…).
La littérature scientifique et technique sur les sources laser est très riche, et il faudrait un dossier spécial rien que pour décrire les types de sources disponibles sur le marché, leurs avantages et limites, les évolutions apportées aux sources laser ces dernières décennies, les développements en cours, etc. Les principales technologies mises en œuvre pour le soudage laser sont toutefois le laser CO2, le laser YAG, le laser à diode, le laser à disque et le laser à fibre, ainsi que, plus récemment, les lasers vert et bleu.
Dans les années 1960, les premiers lasers utilisés pour le soudage sont des lasers CO2 dans lesquels un mélange de dioxyde de carbone, d’azote et d’hélium sert de milieu amplificateur qui est excité par une décharge de courant continu ou de courant alternatif à haute fréquence. Ces lasers se caractérisent par une longueur d’onde de 10,6 µm, des puissances jusqu’à 45 kW, mais par un faible rendement (faibles coefficients d’absorption du faisceau par les surfaces métalliques et effet d’auto-extinction du faisceau par le plasma de soudage), un encombrement important et l’impossibilité de transporter le faisceau laser par fibre optique, nécessitant ainsi un chemin optique « rigide ».
Dossier réalisé avec le soutien de :
Lors de la décennie suivante apparaît une autre famille de sources, à savoir les lasers à solide, les lasers CO2 faisant partie des sources à gaz. Ces lasers à solide, avec un cristal en Ytrium Aluminium Grenat (YAG) et un milieu d’amplification Nd:YAG (Neodymium-doped YAG ; 1 064 nm) ou Yb:YAG (Ytterbium Doped YAG ; 1 030 nm) – les lasers Yb:YAG disques produisent, puis injectent le faisceau dans une fibre optique pour être transporté – , affichent plusieurs atouts : de plus grands coefficients d’absorption par les métaux comparé aux lasers CO2, une qualité plus élevée du faisceau, des puissances de l’ordre de 10 kW, la possibilité de travailler en régime pulsé et de transport par fibre optique.
L’importance de la mise en forme des faisceaux laser
Les lasers YAG restent encore couramment utilisés aujourd’hui, même si les lasers à fibre (ou lasers fibres) sont plutôt privilégiés depuis leur apparition à la fin des années 1990. Avec cette technologie, le faisceau laser est généré directement dans la fibre optique, grâce au dopage par un élément réactif soumis à des lampes stroboscopiques. Les lasers fibres offrent une grande efficacité énergétique, une excellente qualité de faisceau, une meilleure fiabilité et un faible coût de maintenance.
Avec des rendements et une compacité accrus, des puissances de plusieurs dizaines de kilowatt et une grande qualité de faisceau, les diodes à haute puissance ont suscité, au milieu des années 2000, un grand intérêt pour les sources laser destinées au soudage. Le début de l’année 2010 voit ensuite la commercialisation des premières sources laser à diode bleue (450 nm) ouvre de nouvelles possibilités d’applications telles que le soudage par conduction thermique de fines feuilles de cuivre et d’autres métaux hautement réfléchissants (argent, or). Les principaux avantages des lasers à diodes résident dans la grande puissance de faisceau, un profil uniforme de faisceau et une très grande efficacité qui minimise la consommation d’énergie et le coût d’exploitation.
L’autre composant essentiel d’une machine de soudage laser est la tête optique dont le rôle est la mise en forme du faisceau laser, à savoir la collimation, pour rendre parallèle le faisceau légèrement divergeant, et la focalisation, pour concentrer le faisceau à un point précis, via un système optique de lentilles et de miroirs. On distingue, principalement, les têtes fixes utilisées pour les soudures linéaires ou en point, les têtes oscillantes ou têtes scanners, qui assurent une oscillation (wobbling) du faisceau pour élargir la zone de soudure ou améliorer la qualité dans des matériaux complexes, et les têtes hybrides, ou à distance (Remote Laser Welding), dans lesquelles des miroirs mobiles dirigent le faisceau sans déplacer la tête entière.
Les fabricants de sources laser travaillent, depuis quelques années, sur la mise en forme du faisceau qui peut désormais prendre une multitude de formes différentes : rond et plein, évidemment, mais aussi carré, triangulaire, sous forme d’anneaux (avec une partie centrale et une partie annulaire, chacune avec une énergie différente). L’objectif est de pouvoir paramétrer la distribution d’énergie sur la pièce à souder, stabiliser le bain de fusion, souder des matériaux différents, améliorer la qualité de la soudure en réduisant les défauts de soudure (pores, éclaboussures et fissures). On trouve, sur le marché, la tête Canunda-HP de CaiLabs, la source laser à faisceau dynamique (DBL) de Civan Laser, le laser à fibre à double cœur (Ajustable Ring Mode ou ARM) de Coherent, la source laser à faisceau à mode réglable (AMB) d’IPG, les têtes à optique de focalisation programmables PFO de Trumpf.
Des défis à relever encore, mais une technique d’avenir

« Le soudage laser ne peut que se développer. Les résultats, la finesse des cordons de soudure, leurs résistances, la qualité obtenue, ainsi que les temps de réalisation ne pourront qu’infléchir le choix des investisseurs vers cette technologie », constate Gérard Boudesocque (Amada France). Les développements menés par les différents acteurs du marché (fabricants de sources laser, de machines, de robots, intégrateurs…) permettront d’améliorer encore les performances des lasers et l’automatisation, de réduire les coûts, etc. « Les connaissances en matière de conception se développeront pour accepter des choses qui n’étaient pas réalisables jusqu’à présent, comme du verre soudé à de l’aluminium », affirme Christian Merry (Laser Components).
Le soudage laser devrait également bénéficier, dans les prochaines années, des développements sur la programmation et l’exploitation, via l’intelligence artificielle (IA), la robotique collaborative (cobotique), les technologies de surveillance de process et de contrôle in situ (détection de défauts, suivi de la position du plan de joint, contrôle de qualité en ligne…). Il reste toutefois des défis à relever pour un déploiement plus large encore du soudage laser, à l’instar des limites en épaisseur comparées aux techniques traditionnelles, du respect des règles de sécurités laser lors de l’intégration de l’équipement dans un atelier et de la formation des personnels. « Du côté des investissements, on pourrait envisager des aides pour les industriels [en particulier, pour les PME ou les secteurs où la rentabilité à court terme est essentielle, NDR] », propose Olivier Matile (Air Liquide).
Le soudage laser, qui est de plus en plus demandé pour remplacer d’autres technologies telles que le soudage à l’arc, gagne du terrain au-delà des secteurs traditionnels pour toucher de nouveaux marchés (voir encadré ci-dessous). Toutes les personnes interrogées s’accordent sur le fait que le soudage laser est une technologie prometteuse, qui continue d’évoluer pour répondre aux besoins industriels croissants, et qu’il est une clé de développement pour nombre d’entreprises et de secteurs d’activité en général.
Par Cédric Lardière
Attention à la sécurité en soudage laser manuel
Depuis quelques années sont apparus des systèmes portatifs de soudage laser. Pour Olivier Matile, chef de marchés liés à la transition énergétique France, Italie, Portugal et Espagne chez Air Liquide, « le soudage laser manuel est révolutionnaire de par sa très grande simplicité d’utilisation. Il suffit à l’opérateur de positionner la torche laser sur la pièce, d’appuyer sur la gâchette et d’avancer régulièrement la torche. Le résultat est un cordon d’une qualité incroyable, avec ou sans métal d’apport. Alors qu’en soudage TIG, par exemple, le soudeur doit avoir une grande maîtrise de l’avancement ». Ce confirme Yoann Ginet, ingénieur chargé de développement Soudage chez Technax : « En étant beaucoup plus facile à apprendre en termes de gestuelle, le soudage laser manuel est bien mieux adapté à une personne qui n’est pas experte en soudage. Comme le ferait une personne ayant un pointeur en main, un opérateur pourrait avoir tendance à “jouer” avec une torche laser, avec les risques élevés sur la santé (brûlures ou perte de la vue) pour les personnes à proximité et lui-même. » Le soudage laser manuel n’est toutefois pas adapté à toutes les épaisseurs et à toutes les pièces, et les problématiques de cette technique sont liées à la sécurité, à l’adaptation des normes actuelles à l’utilisation manuelle du soudage laser et à un investissement important. « Les prix baissent avec l’augmentation des volumes fabriqués et l’arrivée de nouveaux acteurs, ce qui s’accompagne par un choix plus large de modèles. Si, il y a un an, un appareil pouvait coûter entre 20 000 et 30 000 euros, aujourd’hui, le même modèle ne vaut plus qu’entre 12 000 et 16 000 euros (moins de 20 000 euros pour les appareils les plus puissants). Certains de nos clients ont amorti leur investissement en trois à six mois. Par contre, les industriels doivent également investir 10 000 à 20 000 euros dans une cabine ou pour aménager un local », explique Cyril Bartolo, directeur commercial d’EasyWeld. Afin de synthétiser les connaissances techniques sur les nombreux équipements existants et de donner un éclaircissement sur les aspects normatifs et de sécurité, l’Institut de Soudure propose une étude industrielle sur le soudage laser manuel.


De nombreux secteurs industriels intéressés
« Les premiers développements du soudage au laser ont commencé dans les années 1960, mais, en raison de l’inefficacité des lasers à l’époque, le premier marché fut l’industrie horlogère. Plus tard, les constructeurs automobiles ont constaté des avantages dans les vitesses de soudage afin de réduire les coûts par pièce. Ils ont alors commencé à intégrer le soudage au laser dans leurs procédés de production », rappelle Robin Stuhler, Project Manager & Technical Sales pour le soudage dans la production de tôles chez Trumpf. L’industrie automobile met en œuvre le soudage par faisceau laser pour l’assemblage d’éléments de carrosseries en raison de sa capacité à produire des soudures résistantes et esthétiques. Le secteur aéronautique suivra avec la mise en œuvre du procédé pour sa capacité à assembler des matériaux légers tel que l’aluminium avec un minimum de déformations.
« Aujourd’hui, le soudage laser est utilisé dans des industries variées telles que l’automobile, l’aérospatiale, les dispositifs médicaux, l’électronique, le militaire », énumère Stéphanie Roux, responsable communication chez ES Laser. « Il s’agit, par exemple, de l’assemblage de batteries et de moteurs électriques, l’assemblage de composants électroniques de puissance, la construction de la coque de bateaux », ajoute Yoann Ginet, ingénieur chargé de développement Soudage chez Technax. On peut encore mentionner l’aéronautique, l’électrotechnique, l’informatique, l’horlogerie et la joaillerie de luxe, l’ameublement, etc.
Dossier réalisé avec le soutien de :



{kind=link}