
Parmi les outils pour atteindre la meilleure qualité des assemblages mécano-soudés, les techniques de contrôle non destructif (CND) représentent un axe de développement. Avec, notamment, des techniques telles que la thermographie infrarouge passive et la vision industrielle. À cela s’ajoute l’intelligence artificielle (IA), en particulier pour aider les utilisateurs à exploiter plus rapidement les données.
Lorsque l’on parle de contrôle de procédé en temps réel, les paramétrages de soudage ne sont pas les seuls leviers sur lesquels les industriels peuvent jouer (voir article précédent). Cette solution ne peut pour autant pas répondre à 100 % des besoins industriels, parce que, même avec des paramètres de soudage figés, des erreurs de trajectoires, des hétérogénéités du métal de base ou d’apport peuvent entraîner des défauts.
« La mise en place d’une détection d’anomalies dans le volume fondu en cours de soudage reste donc à développer. Ces systèmes de détection, à l’échelle industrielle, sont majoritairement encore en développement, mais les avancées récentes nous amènent à envisager des mises en production à moyen terme », se réjouit Guillaume Pors, responsable d’équipe Automatisation des contrôles au Centre technique des industries mécaniques (Cetim).
C’est ainsi que des techniques comme la vision industrielle se font une place au plus près de procédés de soudage. « Dans le cadre de l’ajout d’un contrôle intermédiaire entre deux étapes de fabrication [en plus du contrôle final réglementaire, NDR], la vision industrielle présente les avantages de pouvoir être implémentée assez facilement, de ne nécessiter d’aucune préparation particulière des pièces, même si cette technique ne permet que des analyses surfaciques », met en avant Nicolas Nourrit, directeur Ingénierie et Expertise du groupe Institut de Soudure.
Pour réaliser des contrôles volumiques, juste après une soudure, il existe la radiographie numérique en temps réel, qui reste toutefois une technique particulière et onéreuse. Il faut alors plutôt se tourner vers les ultrasons – mais avec une génération d’ultrasons différente – ou vers la technique EMAT (Electromagnetic Acoustic Transducer) qui peut être utilisée pour des contrôles en service de pièces chaudes (jusqu’à +350 °C, voire jusqu’au point de Curie en théorie).
Observer le procédé dans la zone de fusion
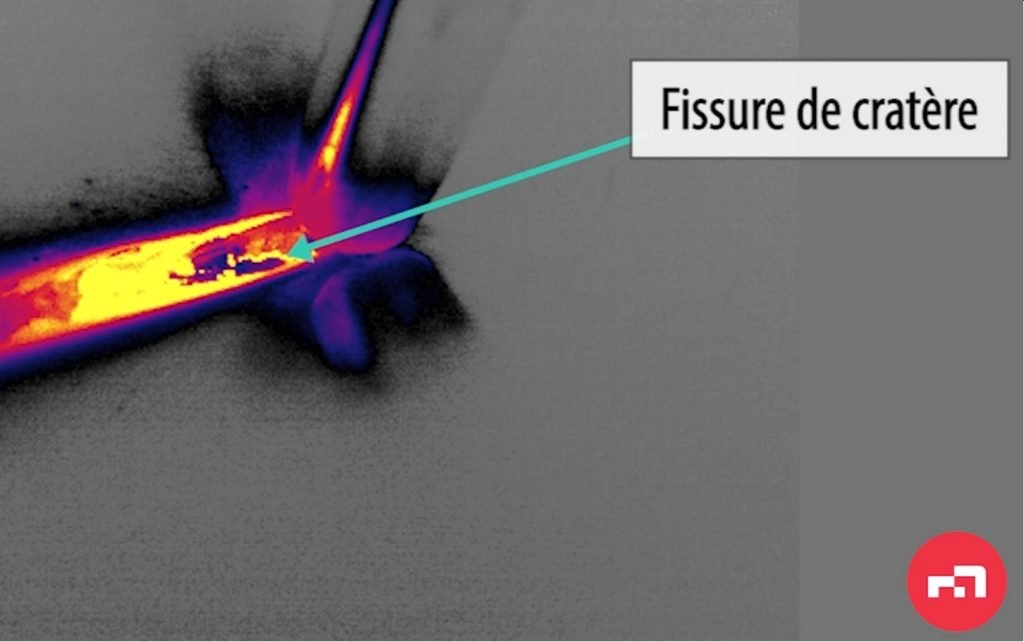
Par ailleurs, le Cetim a mis au point, il y a une douzaine d’années, une méthode de contrôle, pendant le soudage, basée sur la thermographie infrarouge passive. L’objectif principal est d’observer le procédé dans la zone de fusion pour y détecter toute anomalie pouvant être reliée, au final, à une indication (porosités, inclusions, fissures, manque de fusion, indications surfaciques ou sous-jacentes…) dans l’assemblage. « Cette méthodologie, issue de plusieurs années de recherche et développement, a été testée sur différents procédés de soudage (MAG et TIG) et différents matériaux (aciers carbones faiblement alliés, aciers inoxydables, Inconel…) et nous sommes aujourd’hui en mesure de nous interfacer sur bon nombre de cellule de soudage », affirme Guillaume Pors (Cetim).
Après le développement du système à partir de matériels sur étagère, le centre technique travaille maintenant à la mise en place d’algorithmes de détection automatisée – des outils logiciels basés sur des statistiques standard ou, dans certains cas, sur des algorithmes d’intelligence artificielle (IA) – afin de proposer une solution complète, de l’instrumentation à la sanction (non réglementaire), pour les procédés de soudage automatiques. Parmi les freins à la démocratisation de la thermographie infrarouge passive, Guillaume Pors cite néanmoins « la multitude des matériaux et des procédés de soudage (triptyque Matériau-Produit-Process), l’intégration dans les réglementations et les normes, mais nous y travaillons ».
Au vu des prix des caméras infrarouges utilisées, qui peuvent osciller entre 15 000 et 150 000 euros environ, sans compter les autres éléments matériels, d’aucuns pourraient ajouter le coût comme frein à la thermographie infrarouge passive. Mais le calcul du retour sur investissement doit surtout prendre en compte les gains obtenus au niveau de l’optimisation du procédé, de la réduction du taux de rebuts, la réduction des opérations de manutention, de la valeur ajoutée apportée à la pièce grâce à l’ajout d’un contrôle intermédiaire, etc.
Les personnes interrogées s’accordent sur le fait que le marché est en pleine croissance, parce que la demande de qualité va s’amplifier – cela se traduit par une maîtrise toujours plus forte des procédés de soudage – et que les développements sur les technologies de contrôle progressent très rapidement, notamment en termes de miniaturisation de l’instrumentation, de l’amélioration de la sensibilité, etc.
Corréler une multitude d’informations grâce à l’IA
Il y a par ailleurs le défi de l’intégration de l’IA pour la détection d’anomalies. « Dans le cas de contrôles intermédiaires – par exemple, sur une pièce chaude, la technique EMAT en complément du contrôle réglementaire par ultrasons avec couplage à l’eau – , il est intéressant de coupler toutes les informations ainsi recueillies. C’est là que l’IA peut faire la différence. C’est aussi le cas pour la corrélation des différents paramètres de soudage avec une instruction afin de corriger le tir. Si l’on combine des données venant de contrôles contractuels seuls pour alimenter les modèles d’IA avec plus d’informations, c’est un plus, mais c’est déjà trop tard, puisque l’on est au niveau du contrôle final », précise Nicolas Nourrit (Institut de Soudure).
Pour Guillaume Pors (Cetim), « le centre technique travaille sur l’intégration de l’IA pour la détection d’anomalies, surtout pour l’analyse d’images. L’intégration des capacités d’IA et de nouvelles technologies plus petites et plus sensibles va rendre encore plus abordables nos technologies de suivi. L’acceptation et la démocratisation de ces méthodes pourraient aussi nous amener, au long terme, à une prise en compte dans les systèmes réglementaires ce qui renforcerait le potentiel associé ».
Dans le domaine de l’IA appliquée au contrôle qualité, plusieurs jeunes pousses se sont fait connaître ces derniers mois, à l’instar des start-up rennaise DeepHawk et lyonnaise Exanod.IA. La première, incubée à l’IMT Atlantique, a développé une solution éponyme de contrôle de qualité visuel automatique pour l’industrie manufacturière. « Alors que les algorithmes d’apprentissage profond (deep learning) requièrent une longue phase d’entraînement, d’au moins trois semaines, et ce à partir d’un grand nombre de jeux de données, ainsi qu’un fonctionnement en cloud, sur un serveur distant, nous ambitionnons de changer le paradigme de l’IA », affirme Tomas Crivelli, cofondateur avec Gilles Allain (CEO), et CTO de DeepHawk.

Le logiciel de la jeune pousse est en effet basé sur une intelligence artificielle frugale, que ce soit en termes de jeux de données et de consommation énergétique. Avec un réseau de neurones artificiels, dont la structure est totalement différente de celles employées en apprentissage profond, « il ne faut que 30 à 50 images pour entraîner notre modèle, ce qui ne prend qu’une trentaine de minutes seulement, et notre outil utilise 375 fois moins de ressources informatiques que les solutions classiques basées sur le deep learning_, réduisant d’autant son impact carbone_ », explique Tomas Crivelli.
Le logiciel DeepHawk est capable d’analyser les images de produits directement sur une ligne de production – les images peuvent venir d’un grand nombre de sources différentes (vidéos, spectre visible, rayons X, infrarouge, multicaméras, microscope…) – et de détecter une anomalie de la taille d’un pixel, en seulement 15 millisecondes. Dernier atout, l’outil se déploie en périphérie (edge computing) en s’installant sur un ordinateur industriel et en se connectant à n’importe quelle caméra utilisant un format ouvert de vidéo, sans besoin de connectivité avec l’extérieur.
Le premier pure player français du CND assisté par IA
L’origine de la création de la start-up Exanod.IA, qui remonte à septembre 2023, est parti du constat suivant. « La croissance du marché du contrôle non destructif (CND) est portée par de grands projets de nouvelles infrastructures – la relance du nucléaire en France, par exemple – , des réglementations de plus en plus strictes sur la qualité et la sûreté de fonctionnement et le vieillissement des installations existantes, ou plutôt la prolongation de la durée de vie des centrales nucléaires. Sans oublier une pénurie de contrôleurs, qui contribue aux retards récurrents en fabrication, en exploitation, en maintenance, etc. », explique Houcine Mansour, fondateur d’Exanod.ia.
L’une des pistes pour les entreprises du secteur du CND est d’essayer d’attirer de nouveaux profils (des personnes en reconversion professionnelles, par exemple) et de les former pour disposer rapidement d’opérateurs certifiés et opérationnels sur le terrain, sans, toutefois, bénéficier d’une expérience du métier. « On peut alors arriver à des situations où l’équipement contrôlé est donné conforme alors qu’il ne l’est pas et c’est un risque pour la sûreté des installations, ou, réciproquement, où, l’opérateur croyant avoir vu un défaut sur une soudure (en fait, c’est un artefact), l’équipement repassera dans les mains du soudeur pour rien, d’où des coûts de réparation, des coûts liés au retard de livraison, etc. », poursuit Houcine Mansour.
En s’appuyant sur ce qui est fait dans les domaines de l’imagerie médicale et du droit aux États-Unis, parce que les CND se rapprochent de ces deux secteurs – les mêmes techniques utilisées qu’en imagerie médicale et l’utilisation de procédures, de codes, de normes – , Houcine Mansour veut faire de sa société le premier pure player français du CND assisté par IA : « De grands groupes industriels ont développé des IA pour leurs propres besoins, mais qui ne sont pas accessibles, aujourd’hui, au plus grand nombre. Nous avons l’ambition de développer des modèles d’IA pour l’ensemble des techniques de CND usuelles (inspection visuelle et télévisuelle, radiographie, ultrasons, ressuage, magnétoscopie) et plus avancées (ultrasons multiéléments…), ainsi que des prestations de CND assistés par IA. »
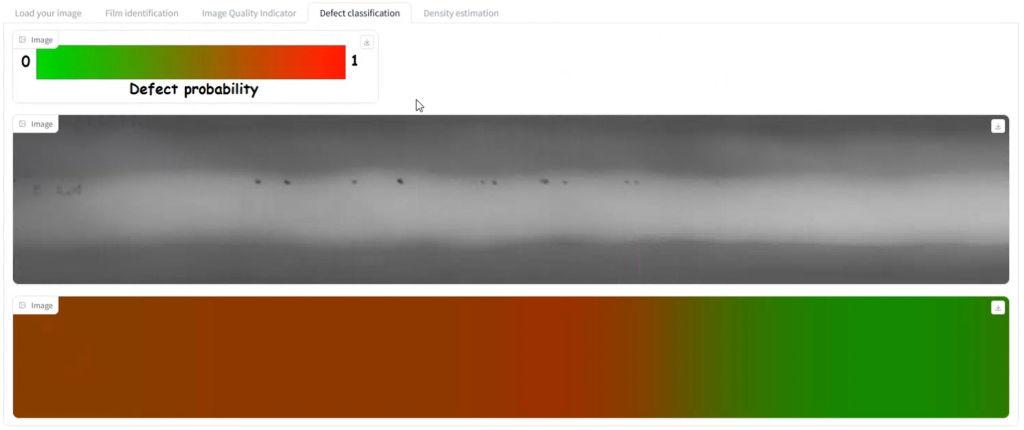
Si les modèles d’IA utilisés par Exanod.IA sont des modèles que l’on retrouve dans la reconnaissance d’images ou le traitement de signal, la valeur ajoutée de la jeune pousse réside dans son expertise métier qui permet d’élaborer des modèles correspondant aux enjeux de chaque technique de CND, contrairement à de data scientists généraliste, pour qui le CND est un cas d’usage parmi tant d’autres. « Nous avons développé un logiciel de détection de défauts sur des images radiographiques, dont une première version devrait être commercialisée mi-2024. Il peut évaluer la qualité d’une image radiographique, avec une précision de l’ordre de 90 %, c’est-à-dire si elle est faite dans les règles de l’art, ou pas, si elle est interprétable, exploitable, ainsi qu’effectuer une classification binaire des défauts », explique Houcine Mansour.
Les outils d’IA ne doivent pas se substituer à l’humain
L’étape suivante consistera à ce que ce logiciel soit en mesure de détecter, d’une manière encore plus fine, les défauts détectables. « Nous voulons aller encore plus loin, cette fois avec des partenaires (grands opérateurs et sociétés de contrôles), en fournissant davantage de données à notre algorithme pour qu’il puisse faire une classification multi-classes. C’est une information importante à double titre : le soudeur peut connaître la raison de la génération d’un défaut spécifique, dans son mode opératoire de soudage, et déterminer la conformité, ou non, de la pièce, c’est-à-dire s’il s’agit d’un défaut acceptable ou rédhibitoire », prévoit Houcine Mansour.
Que ce soit pour les grands opérateurs industriels, pour vérifier le travail des contrôleurs, leurs fournisseurs de rang 1 et les sociétés de contrôles, pour automatiser, fiabiliser et vérifier le travail de leurs contrôleurs, l’objectif de DeepHawk est que sa solution soit une aide à la décision, sans se substituer à l’humain qui reste le décisionnaire de la conformité d’une pièce, et qu’elle puisse réduire les temps de contrôle permettant à l’opérateur de se consacrer à d’autres tâches. « De par le niveau d’information et les gains apportés, le contrôle en temps réel va représenter, sur des procédés automatiques, une nouvelle corde à l’arc du soudeur (en plus du soudage et de l’automatisation), rendant encore plus complet son métier », ajoute Guillaume Pors (Cetim).
« Nous travaillons également à rendre notre IA explicable (_explainable AI) pour qu’elle ne soit pas une boîte noire. Si, demain, un problème apparaît alors que l’IA a donné conforme une pièce, un expert devra pouvoir comprendre par quel cheminement l’IA est arrivée à cette conclusion pour remonter à la cause du problème. Cela contribuera également à la démocratisation de l’IA dans les années à venir, tout comme ChatGPT dont tout le monde peut voir, aujourd’hui, le potentiel à titre personnel_ », conclut Houcine Mansour.
Par Cédric Lardière
Crédits photo :
- B1bis Cetim_Thermogramme2: DR
- B4 DeepHawk_DeepHawk: DR
- B3 ExanodIA_Capture: DR
- B1 Cetim_Thermogramme1: DR


{kind=link}